Analyse des causes racines : les 6 méthodes à connaître
Découvrez les 6 méthodes d'analyse des causes racines les plus utilisées en qualité : 5 Pourquoi, Ishikawa, Pareto, AMDEC, QQOQCCP et 8D. Comparatif complet avec exemples concrets pour choisir la bonne méthode.

Analyse des causes racines : les 6 méthodes à connaître
Un problème qui revient, c'est un problème qu'on n'a pas vraiment résolu. On a traité le symptôme — mais pas la cause racine.
L'analyse des causes racines (ou Root Cause Analysis, RCA en anglais) est la démarche qui permet de remonter à l'origine réelle d'un dysfonctionnement pour le corriger durablement. C'est le cœur de toute démarche d'amélioration continue : sans elle, les actions correctives restent superficielles et les problèmes récidivent.
Il existe de nombreuses méthodes pour mener une analyse des causes racines. Certaines sont rapides et intuitives, d'autres sont structurées et outillées. Dans ce guide, nous passons en revue les 6 méthodes les plus utilisées en management de la qualité — avec leurs forces, leurs limites et les situations dans lesquelles les utiliser.
Sommaire
- Qu'est-ce que l'analyse des causes racines ?
- Pourquoi ne pas se contenter de corriger le symptôme ?
- Les 6 méthodes d'analyse des causes racines
- Tableau comparatif des 6 méthodes
- Comment choisir la bonne méthode ?
- Analyse des causes racines et ISO 9001
- En résumé : les points clés
1. Qu'est-ce que l'analyse des causes racines ?
L'analyse des causes racines (RCA — Root Cause Analysis) est une démarche structurée qui vise à identifier la ou les causes premières d'un problème, d'un incident ou d'une non-conformité — par opposition aux causes immédiates ou aux symptômes visibles.
Elle repose sur un principe simple mais souvent négligé : tout problème a une cause, et cette cause a elle-même une cause. Remonter la chaîne causale jusqu'à la source permet de mettre en place des actions correctives réellement efficaces et durables.
La RCA s'applique dans de nombreux contextes :
- Qualité : non-conformité produit récurrente, réclamation client, défaut de fabrication
- Sécurité au travail : accident du travail, presque-accident, incident HSE
- Maintenance : panne machine répétitive, dégradation équipement
- Logistique : retard de livraison chronique, erreur de préparation commande
- Informatique : incident système récurrent, bug logiciel
La distinction fondamentale :
- Cause immédiate : ce qui a directement provoqué le problème ("l'opérateur a mal serré le boulon")
- Cause profonde / racine : ce qui a rendu la situation possible ("aucune procédure de contrôle du serrage n'existe", "la formation n'aborde pas ce point")
2. Pourquoi ne pas se contenter de corriger le symptôme ?
C'est la tentation naturelle : un problème survient, on le règle au plus vite pour reprendre le cours normal des opérations. Cette approche — appelée action immédiate ou firefighting — est parfois nécessaire, mais insuffisante.
Sans analyse des causes racines :
- Le problème récidive dans les semaines ou mois qui suivent
- Les équipes passent leur temps à gérer des urgences plutôt qu'à améliorer
- Les coûts de non-qualité s'accumulent : rebuts, retouches, réclamations, garanties
- La confiance des clients s'érode progressivement
- Les équipes se démotivent face à des problèmes chroniques jamais résolus
L'analyse des causes racines transforme un problème en opportunité d'apprentissage organisationnel. C'est l'essence même du cycle PDCA (Plan-Do-Check-Act) et de la démarche Kaizen.
3. Les 6 méthodes d'analyse des causes racines
Méthode 1 — Les 5 Pourquoi
Principe
La méthode des 5 Pourquoi (ou 5 Whys en anglais) est la plus simple et la plus connue. Elle consiste à poser la question "Pourquoi ?" de manière itérative — en général 5 fois, jusqu'à atteindre la cause racine.
Développée par Taiichi Ohno chez Toyota dans les années 1950 dans le cadre du Toyota Production System (TPS), elle est aujourd'hui universellement utilisée dans les démarches Lean et ISO 9001.
Application pas à pas
Problème constaté : une machine de production s'est arrêtée en pleine fabrication.
| Itération | Question | Réponse |
|---|---|---|
| Pourquoi 1 | Pourquoi la machine s'est-elle arrêtée ? | Le fusible a sauté |
| Pourquoi 2 | Pourquoi le fusible a-t-il sauté ? | La pompe de lubrification était surchargée |
| Pourquoi 3 | Pourquoi la pompe était-elle surchargée ? | Elle était obstruée par des copeaux métalliques |
| Pourquoi 4 | Pourquoi y avait-il des copeaux dans la pompe ? | Le filtre de la pompe n'avait pas été nettoyé |
| Pourquoi 5 | Pourquoi le filtre n'avait-il pas été nettoyé ? | Il n'existe pas de plan de maintenance préventive pour cette pompe |
Cause racine identifiée : absence de plan de maintenance préventive.
Action corrective durable : créer et intégrer la maintenance de cette pompe dans le plan de maintenance préventive.
Forces et limites
| ✅ Forces | ⚠️ Limites |
|---|---|
| Rapide à mettre en œuvre (15–30 min) | Risque de s'arrêter trop tôt (cause immédiate vs racine) |
| Accessible sans formation spécifique | Peut manquer des causes multiples et parallèles |
| Idéal pour problèmes simples à moyens | Dépend fortement de l'expérience des participants |
| Aucun outil requis | Peu adapté aux problèmes complexes ou multi-factoriels |
Quand l'utiliser ?
Les 5 Pourquoi sont adaptés pour les problèmes simples ou moyennement complexes, en première analyse rapide, ou en complément d'autres méthodes (Ishikawa, 8D) pour creuser une branche causale.
Méthode 2 — Le diagramme d'Ishikawa
Principe
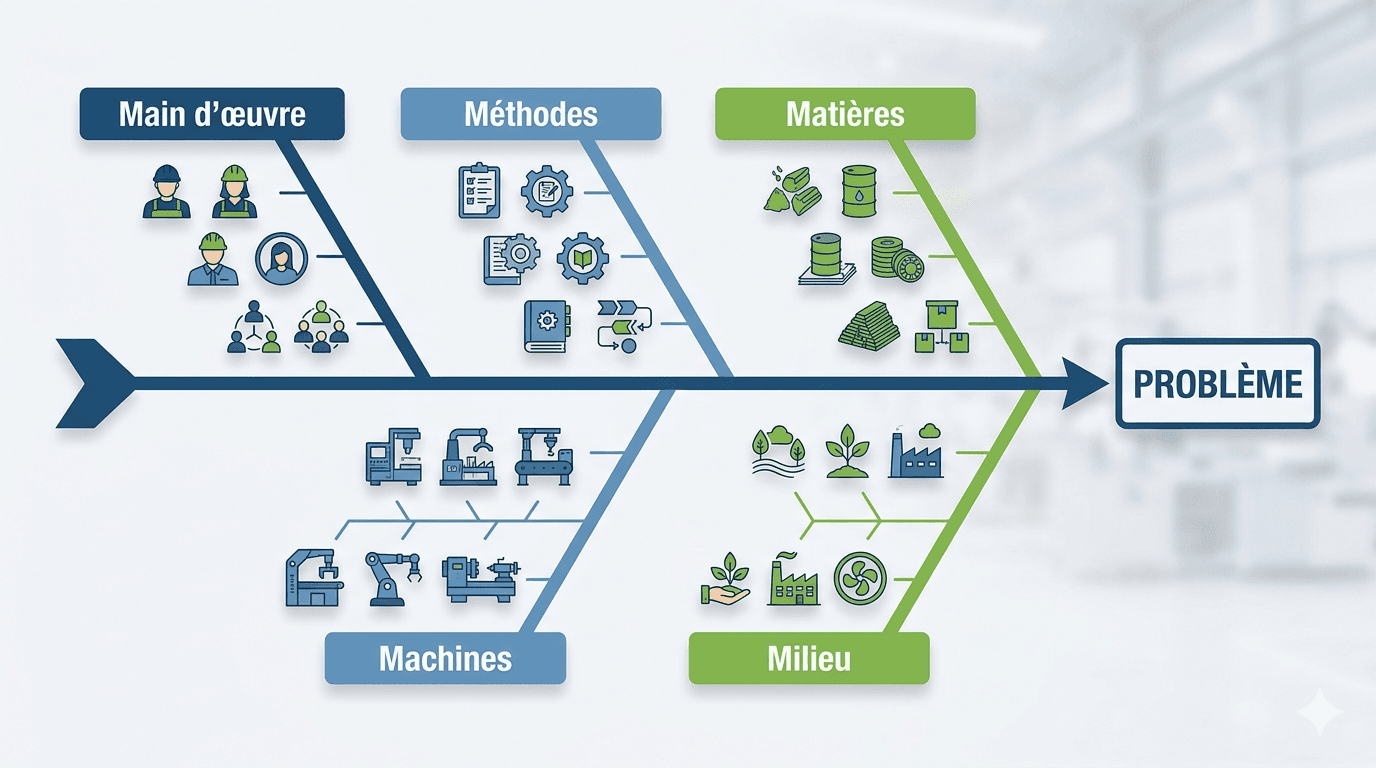
Le diagramme d'Ishikawa — aussi appelé diagramme cause-effet, diagramme en arête de poisson ou diagramme 5M — est un outil visuel qui permet de cartographier toutes les causes potentielles d'un problème, organisées par grandes familles.
Développé par Kaoru Ishikawa dans les années 1960, il est l'un des 7 outils de base de la qualité.
Les familles de causes : les 5M (ou 6M, 7M)
La version classique distingue 5 familles de causes, représentées comme les arêtes d'un poisson dont la tête est le problème :
- Matière : matières premières, composants, consommables
- Méthode : procédures, modes opératoires, instructions de travail
- Milieu : environnement de travail (température, bruit, éclairage, espace)
- Matériel : machines, équipements, outils, logiciels
- Main-d'œuvre : compétences, formation, expérience, fatigue
Des variantes étendent le modèle à 6M (+ Management) ou 7M (+ Mesure), selon la complexité du problème.
Construction du diagramme
- Écrire le problème (l'effet) à droite, dans la "tête du poisson"
- Tracer la colonne vertébrale horizontale
- Tracer les 5 arêtes principales correspondant aux 5M
- Par brainstorming en équipe, lister toutes les causes potentielles sous chaque famille
- Valider les causes les plus probables par des données ou des observations terrain
- Prioriser les causes à traiter (Pareto, vote pondéré)
Exemple : réclamation client pour retard de livraison
MATIÈRE MÉTHODE
↗ ↗
Rupture stock —————————————————————— Planning mal défini
Délai fournisseur ↗ ↗ Pas de buffer de sécurité
══════════════════════════════════════► RETARD DE LIVRAISON
Panne chariot ↘ ↘ Absentéisme élevé
élévateur ↘ ↘ Formation insuffisante
MATÉRIEL MAIN-D'ŒUVRE
Forces et limites
| ✅ Forces | ⚠️ Limites |
|---|---|
| Vision exhaustive des causes potentielles | Ne priorise pas les causes entre elles |
| Favorise la participation de l'équipe | Peut devenir très chargé sur problèmes complexes |
| Visuel et pédagogique | Nécessite une animation efficace |
| Idéal en atelier de groupe | Ne distingue pas causes réelles et supposées |
Quand l'utiliser ?
L'Ishikawa est particulièrement adapté en phase d'exploration, quand on veut s'assurer de ne pas passer à côté d'une cause. Il précède souvent une analyse Pareto (pour quantifier les causes identifiées) ou les 5 Pourquoi (pour creuser une branche).
🔧 Essayez notre outil Ishikawa interactif en ligne → pour construire votre diagramme directement dans le navigateur.
Méthode 3 — L'analyse Pareto
Principe
L'analyse Pareto s'appuie sur la règle des 80/20 : 80% des effets négatifs proviennent de 20% des causes. Appliquée à la résolution de problèmes, elle permet de hiérarchiser les causes par ordre d'impact pour concentrer les actions là où elles seront les plus efficaces.
Contrairement aux 5 Pourquoi ou à l'Ishikawa qui sont des méthodes qualitatives, le Pareto est une méthode quantitative : elle repose sur des données chiffrées (fréquences, coûts, délais).
Construction et lecture
Le diagramme de Pareto combine :
- Un histogramme triant les causes de la plus fréquente à la moins fréquente
- Une courbe des pourcentages cumulés
- Un seuil à 80% qui délimite les causes prioritaires
Les causes situées à gauche du seuil 80% sont les "vital few" (les quelques causes vitales) — celles qui méritent une action immédiate. Celles à droite sont les "trivial many" (les nombreuses causes triviales) — secondaires dans la priorisation.
Rôle dans l'analyse des causes racines
Le Pareto intervient généralement en deuxième étape, après l'Ishikawa ou un recueil de données :
- L'Ishikawa identifie toutes les causes potentielles
- Le recueil de données quantifie leur fréquence réelle
- Le Pareto priorise les causes à traiter
- Les 5 Pourquoi ou le 8D approfondissent les causes prioritaires
Forces et limites
| ✅ Forces | ⚠️ Limites |
|---|---|
| Priorisation objective basée sur les données | Nécessite des données quantifiées fiables |
| Communication visuelle impactante | Ne dit pas pourquoi la cause existe |
| Évite la dispersion des ressources | Le ratio 80/20 est indicatif, pas absolu |
| Applicable à tout type de données | Peut masquer des causes rares mais graves |
Quand l'utiliser ?
Le Pareto est l'outil de priorisation par excellence. Il est incontournable quand on dispose de données historiques sur un problème récurrent et qu'on doit arbitrer entre plusieurs axes d'amélioration.
📖 Pour aller plus loin : Pareto — comment identifier les 20% de causes qui créent 80% des problèmes →
Méthode 4 — L'AMDEC
Principe
L'AMDEC — Analyse des Modes de Défaillance, de leurs Effets et de leur Criticité — est une méthode d'analyse proactive et préventive. Contrairement aux autres méthodes qui analysent un problème après qu'il s'est produit, l'AMDEC identifie les défaillances potentielles avant qu'elles surviennent.
Développée dans les années 1960 dans l'industrie aérospatiale américaine (NASA), elle est aujourd'hui une exigence dans de nombreux secteurs (automobile — IATF 16949, aéronautique — EN 9100, nucléaire, médical — ISO 13485).
Son équivalent anglais est le FMEA (Failure Mode and Effects Analysis).
Les 3 types d'AMDEC
- AMDEC Produit : analyse les défaillances potentielles d'un produit en conception
- AMDEC Processus : analyse les défaillances potentielles d'un processus de fabrication ou de service — la plus utilisée en PME
- AMDEC Moyen : analyse les défaillances potentielles d'un équipement ou d'une machine
Le calcul de la criticité (IPR)
Chaque mode de défaillance est évalué sur 3 critères, notés de 1 à 10 :
- G — Gravité : quelle est la sévérité de l'effet sur le client ou la sécurité ?
- O — Occurrence (ou Fréquence) : quelle est la probabilité d'apparition ?
- D — Détection : quelle est la probabilité de ne pas détecter la défaillance avant qu'elle atteigne le client ?
IPR = G × O × D
Plus l'IPR est élevé, plus la défaillance est critique et prioritaire.
Exemple de tableau AMDEC (extrait) :
| Fonction | Mode de défaillance | Effet | G | Cause | O | Détection actuelle | D | IPR | Action préventive |
|---|---|---|---|---|---|---|---|---|---|
| Assemblage visserie | Serrage insuffisant | Désolidarisation en service | 8 | Couple non vérifié | 4 | Contrôle visuel | 7 | 224 | Clé dynamométrique + procédure |
| Traçabilité | Étiquette manquante | Livraison client non conforme | 7 | Poste non sécurisé | 3 | Contrôle final | 5 | 105 | Détrompeur automatique |
Un IPR > 100 (ou selon le seuil défini par l'entreprise) déclenche une action corrective ou préventive obligatoire.
Forces et limites
| ✅ Forces | ⚠️ Limites |
|---|---|
| Approche préventive avant l'occurrence | Long à construire (2–5 jours pour une AMDEC complète) |
| Exhaustive et rigoureuse | Nécessite une équipe pluridisciplinaire expérimentée |
| Quantifie et priorise les risques | Scoring parfois subjectif si mal animé |
| Standard exigé dans de nombreux secteurs | Peut devenir un document figé si non mis à jour |
Quand l'utiliser ?
L'AMDEC est adaptée pour les projets de conception ou de révision de processus, les produits à fort enjeu sécurité ou réglementaire, et les démarches de certification exigeantes (IATF, EN 9100, ISO 13485).
Méthode 5 — Le QQOQCCP
Principe
Le QQOQCCP est un outil de structuration du problème avant d'en analyser les causes. Son nom est l'acronyme de 7 questions fondamentales :
| Lettre | Question | Objectif |
|---|---|---|
| Qui | Qui est concerné ? Qui a détecté ? Qui est impacté ? | Identifier les acteurs |
| Quoi | Quel est le problème exactement ? Quel produit, quel processus ? | Définir l'objet |
| Où | Où se produit le problème ? Sur quel site, quelle machine, quelle étape ? | Localiser |
| Quand | Quand se produit-il ? Depuis quand ? À quelle fréquence ? | Situer dans le temps |
| Comment | Comment se manifeste-t-il ? Quels symptômes ? | Décrire les modalités |
| Combien | Quelle est l'ampleur ? Combien d'occurrences, quel coût, quel impact ? | Quantifier |
| Pourquoi | Pourquoi est-ce un problème ? Quelles sont les conséquences ? | Justifier la priorité |
L'équivalent anglais est le 5W2H (Who, What, Where, When, Why, How, How much).
Rôle dans l'analyse des causes racines
Le QQOQCCP n'identifie pas directement les causes racines — c'est un outil de cadrage et de description précise du problème. Il est utilisé en amont des autres méthodes pour s'assurer que l'équipe analyse le bon problème, avec une définition partagée.
Un problème mal défini conduit invariablement à une analyse des causes racines hors cible.
Exemple : retard de livraison récurrent
| Question | Réponse |
|---|---|
| Qui ? | Client Dupont SA, signalé par le responsable logistique |
| Quoi ? | Retards de livraison sur commandes standard |
| Où ? | Dépôt logistique de Reims, zone expédition |
| Quand ? | Depuis 8 semaines, principalement le jeudi et vendredi |
| Comment ? | Commandes préparées mais non expédiées en fin de journée |
| Combien ? | 3 à 5 commandes/semaine, pénalités de retard : 2 400 €/mois |
| Pourquoi ? | Engagements contractuels J+1 non respectés, risque de perte client |
Cette fiche QQOQCCP donne une base solide pour lancer ensuite un Ishikawa ou un 8D.
Forces et limites
| ✅ Forces | ⚠️ Limites |
|---|---|
| Structure et partage la définition du problème | N'identifie pas les causes racines |
| Rapide (30 min) | Reste en surface si mal renseigné |
| Utilisable par tous sans formation | Risque de confusion avec l'analyse elle-même |
| Indispensable en phase de cadrage | À compléter obligatoirement avec d'autres méthodes |
Quand l'utiliser ?
Le QQOQCCP est un préalable systématique à toute analyse de cause racine, quel que soit l'outil choisi ensuite. Il garantit que l'équipe part d'une définition commune et précise du problème.
Méthode 6 — La méthode 8D
Principe
La méthode 8D (Eight Disciplines Problem Solving) est une démarche structurée de résolution de problème en 8 étapes. Développée à l'origine par Ford Motor Company dans les années 1980 sous la dénomination TOPS (Team-Oriented Problem Solving), elle est aujourd'hui le standard de résolution de problème dans l'industrie automobile et aéronautique, et largement adoptée par les fournisseurs soumis aux exigences IATF 16949.
C'est la méthode la plus complète et la plus formalisée : elle va de la constitution de l'équipe jusqu'à la capitalisation des leçons apprises, en passant bien sûr par l'analyse des causes racines.
Les 8 étapes de la méthode 8D
D0 — Préparer le processus 8D Évaluer si la situation nécessite un 8D. Définir les conditions de déclenchement (gravité, récurrence, impact client).
D1 — Constituer l'équipe Former une équipe pluridisciplinaire avec les compétences et l'autorité nécessaires pour résoudre le problème. Désigner un chef de projet.
D2 — Décrire le problème Définir précisément le problème en termes quantitatifs. C'est ici qu'intervient le QQOQCCP. Un problème bien défini est à moitié résolu.
D3 — Mettre en place des actions immédiates (containment) Implémenter des mesures de confinement provisoires pour protéger le client pendant que la cause racine est recherchée. Ces actions ne traitent pas la cause — elles limitent l'impact immédiat (tri des stocks, 100% de contrôle, retrait produit suspect).
D4 — Identifier et vérifier les causes racines C'est l'étape centrale. On utilise ici les autres outils : Ishikawa, 5 Pourquoi, Pareto, arbres des causes. L'objectif est d'identifier à la fois :
- La cause racine du problème (pourquoi le défaut est apparu)
- La cause racine du non-détection (pourquoi le système qualité n'a pas détecté le problème avant le client)
D5 — Choisir et vérifier les actions correctives permanentes Identifier les actions qui éliminent les causes racines. Les tester en conditions réelles avant de les déployer définitivement.
D6 — Mettre en œuvre et valider les actions correctives permanentes Déployer les actions retenues, mesurer leur efficacité réelle sur données, valider avec le client que le problème est résolu.
D7 — Prévenir la récurrence Mettre à jour les documents de référence (procédures, AMDEC, plans de contrôle), former les équipes, étendre les bonnes pratiques aux processus et produits similaires.
D8 — Féliciter l'équipe Reconnaître et capitaliser l'effort collectif. Clôturer officiellement le 8D. Archiver pour les leçons apprises.
Le rapport 8D
La méthode 8D se matérialise par un rapport 8D, document standardisé qui suit les 8 étapes et sert de preuve de traitement vis-à-vis du client. Dans les relations fournisseur-client de l'industrie automobile, la fourniture d'un rapport 8D est souvent contractuellement exigée en cas de réclamation.
Forces et limites
| ✅ Forces | ⚠️ Limites |
|---|---|
| Méthode la plus complète (de la détection à la capitalisation) | Chronophage (1 à 4 semaines selon la complexité) |
| Standard reconnu mondialement (automotive, aéro) | Nécessite une équipe formée et disponible |
| Intègre la protection client (D3) souvent oubliée | Sur-dimensionné pour des problèmes simples |
| Couvre cause du problème et cause du non-détection | Peut devenir formel et bureaucratique |
Quand l'utiliser ?
Le 8D est la méthode adaptée pour les réclamations clients graves ou récurrentes, les non-conformités à fort impact (sécurité, réglementaire, financier), et les situations où une preuve structurée de résolution doit être fournie au client ou à un auditeur.
4. Tableau comparatif des 6 méthodes
| Méthode | Type | Complexité | Temps | Approche | Idéal pour |
|---|---|---|---|---|---|
| 5 Pourquoi | Qualitative | ⭐ Faible | 15–30 min | Réactive | Problèmes simples, premier diagnostic |
| Ishikawa | Qualitative | ⭐⭐ Moyenne | 1–2 h | Réactive | Exploration exhaustive des causes |
| Pareto | Quantitative | ⭐⭐ Moyenne | 2–4 h | Réactive | Priorisation des causes sur données |
| QQOQCCP | Structuration | ⭐ Faible | 30 min | Réactive | Cadrage et définition du problème |
| AMDEC | Quantitative | ⭐⭐⭐ Élevée | 2–5 jours | Proactive | Prévention, conception, risques élevés |
| 8D | Structurée complète | ⭐⭐⭐ Élevée | 1–4 semaines | Réactive | Réclamations clients, problèmes graves |
5. Comment choisir la bonne méthode ?
Le choix de la méthode dépend de 4 critères principaux :
Critère 1 — La gravité et l'urgence
- Problème mineur, résolution rapide → 5 Pourquoi ou QQOQCCP + Ishikawa
- Problème grave avec impact client → 8D
- Prévention d'un risque futur → AMDEC
Critère 2 — La complexité du problème
- Cause unique et évidente → 5 Pourquoi
- Causes multiples et inconnues → Ishikawa + Pareto
- Problème multi-factoriel complexe → 8D
Critère 3 — Les données disponibles
- Peu de données, analyse qualitative → 5 Pourquoi, Ishikawa, QQOQCCP
- Données historiques disponibles → Pareto
- Analyse de risques a priori → AMDEC
Critère 4 — Les exigences client ou normatives
- Client automobile ou aéronautique → 8D ou AMDEC (souvent exigés contractuellement)
- Démarche ISO 9001 → toutes les méthodes sont compatibles
- Audit de certification → le QQOQCCP + 5 Pourquoi ou Ishikawa couvrent l'essentiel
Méthode recommandée selon le contexte
Réclamation client grave
└─► 8D (avec QQOQCCP en D2 + Ishikawa/5 Pourquoi en D4)
Non-conformité interne récurrente
└─► Pareto (priorisation) → Ishikawa (exploration) → 5 Pourquoi (approfondissement)
Incident sécurité / accident du travail
└─► QQOQCCP (description) → Arbre des causes → 5 Pourquoi
Nouveau produit / nouveau processus
└─► AMDEC (prévention des défaillances potentielles)
Problème ponctuel simple
└─► 5 Pourquoi (direct, efficace, rapide)
6. Analyse des causes racines et ISO 9001
La norme ISO 9001:2015 ne prescrit pas de méthode spécifique d'analyse des causes racines, mais elle en fait une exigence implicite forte à travers plusieurs paragraphes :
§ 10.2 — Non-conformité et action corrective L'organisme doit "passer en revue et analyser la non-conformité" et "déterminer les causes de la non-conformité" avant de mettre en place des actions correctives. L'analyse des causes racines est donc exigée pour toute action corrective significative.
§ 9.1.3 — Analyse et évaluation L'organisme doit analyser les données pour évaluer la conformité des produits et services, le niveau de satisfaction client, la performance des processus — autant de sources d'entrée pour les analyses de causes racines.
§ 8.7 — Maîtrise des éléments de sortie non conformes La traçabilité des non-conformités et de leur traitement est exigée — ce qui implique de documenter l'analyse des causes et les actions prises.
💡 Conseil audit ISO 9001 : lors d'un audit de certification ou de suivi, l'auditeur vous demandera de prouver que vos actions correctives traitent les causes racines et pas uniquement les symptômes. Montrez un exemple de 5 Pourquoi ou d'Ishikawa complété — c'est une preuve tangible et appréciée.
7. En résumé : les points clés
✅ L'analyse des causes racines (RCA) est la démarche qui identifie les causes premières d'un problème pour le résoudre durablement — pas seulement corriger le symptôme
✅ 6 méthodes complémentaires couvrent tous les besoins : des 5 Pourquoi (rapide, simple) au 8D (complet, formel), en passant par l'Ishikawa, le Pareto, l'AMDEC et le QQOQCCP
✅ Ces méthodes se combinent : QQOQCCP pour cadrer, Ishikawa pour explorer, Pareto pour prioriser, 5 Pourquoi pour creuser, 8D pour formaliser
✅ La seule méthode proactive est l'AMDEC — les autres sont réactives (elles analysent un problème déjà survenu)
✅ Le choix de la méthode dépend de la gravité, de la complexité, des données disponibles et des exigences clients ou normatives
✅ L'ISO 9001:2015 §10.2 exige que les actions correctives s'appuient sur une analyse des causes racines — pas sur un simple constat
Pour aller plus loin
Mettez en pratique avec nos outils interactifs gratuits sur Outils-Qualite.com :
- 🐟 Diagramme d'Ishikawa interactif → — construisez votre analyse 5M en ligne
- 📊 Analyse Pareto en ligne → — priorisez vos causes sur données réelles
Articles liés
- 📖 Pareto : comment identifier les 20% de causes qui créent 80% des problèmes →
- 📖 Cartographie des processus : guide complet →
- 📖 AMDEC processus : méthode et exemple complet →(à venir)
- 📖 Méthode 8D : comment rédiger un rapport 8D efficace →(à venir)
Article rédigé par l'équipe DDWin Solutions — experts QSE & digitalisation pour les TPE/PME françaises. Dernière mise à jour : mai 2026
Tags:
Articles similaires
Comment faire un diagramme d’Ishikawa : guide complet avec exemples
Le diagramme d’Ishikawa (cause-effet) est l’un des outils les plus simples pour arrêter de traiter les symptômes… et trouver la vraie cause. Voici une méthode claire, des exemples concrets, et un modèle gratuit.

Certification ISO 9001 pour les PME en 2026 : coûts réels, délais et pièges à éviter
Combien coûte vraiment la certification ISO 9001 en 2026 ? Délais, budget complet, comparatif solo vs consultant, aides OPCO et 7 pièges à éviter. Guide complet pour PME.

ISO 9001:2015 - Guide pratique pour les PME
Un guide pratique pour comprendre et implémenter ISO 9001:2015 dans une PME, avec étapes, conseils et exemples concrets.
Autres articles qui pourraient vous intéresser
Comment rédiger une fiche de non-conformité efficace en 5 étapes
Méthode en 5 étapes pour rédiger une fiche de non-conformité claire, complète et actionnable. Structure type, champs obligatoires, exemples concrets et modèle gratuit.
Comment construire un diagramme de Pareto pas à pas (avec exemple Excel)
Guide étape par étape pour construire un diagramme de Pareto en qualité, avec un exemple Excel téléchargeable gratuit.

DUERP obligatoire en 2026 : nouvelles règles, sanctions et comment être conforme
Dématérialisation, risque chaleur, PAPRIPACT, conservation 40 ans : le DUERP se renforce en 2026. Ce que chaque dirigeant de TPE/PME doit savoir pour être conforme et éviter les sanctions.
Un projet en tête ?
Discutons de votre besoin en QSE ou développement web.
Demander un audit gratuit →